
为给客户提供完善的中频感应加热方案,需了解客户详细的技术要求和现场工况。
1、 被加热工件的材料参数
(1)工件具体材质牌号成分等,如 Q235R 钢板、316 不锈钢、SA-508Gr.3Cl.2。
(2)工件材料导磁率、导热率、比热容、热膨胀系数(热套热拆工件)等。
2、 工件加热位置具体尺寸
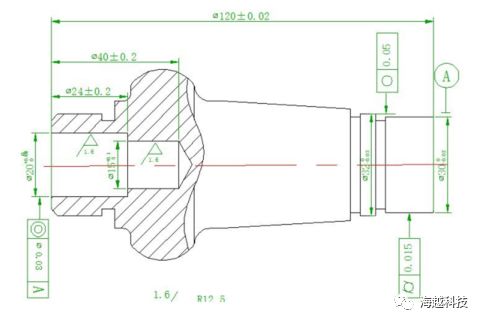
(1) 工件具体尺寸,包括长、宽、高、直径、壁厚等。
(2) 工件加热区域尺寸(局部或整体),加热宽度等。
(3) 提供工件结构图纸。
(4) 焊接成型工件,需提供成型工艺(带极堆焊、操作机埋弧焊、龙门焊、气保焊、手弧焊、氩弧焊等)。
3、 加热工艺要求
(1) 加热目的,有预热、消氢、退火、焊后热处理、淬火、热透、熔炼、调质等,明确具体温度要求。
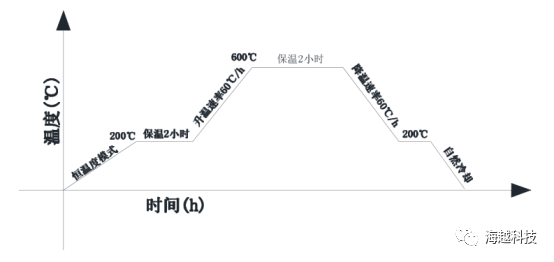
(2) 加热过程升温速度、保温时间、降温速度等要求。
4、 被加热工件的现场工况
(1) 工件固定情况,摆放位置(滚轮架、变位机平台等其他支撑结构)。
(2) 连接条件,被加热工件与其他工件或零件的连接关系,位置关系。
(3) 环境条件,加热作业现场空间大小,室内或室外作业,环境温度,粉尘,通风,有无热源等。
5、 加热现场电气参数
(1) 现场电力供应,电网电压稳定性,配电柜容量,空开载流能力。
(2) 电磁环境,有无对电磁敏感应用或设备仪器,对电磁场有无特殊要求。
6、了解现场操作者,操作能力和素质。
7、以往部分案例
(1)螺栓热涨
(2)管板加热
(3)筒体类工件环缝预热、后热、消氢
(4)筒体内壁堆焊
(5)环缝焊后热处理

