

1、工程背景及技术要求:
工件材质:NO8810(800H)
工件尺寸:内径1300mm
壁厚28-32mm
加热要求: 900℃稳定化热处理
2、主要系统配置
根据工件尺寸和技术要求,经热工计算JN江南科技选用两台套大功率电磁感应加热电源同步并机运行,成功完成了热处理工艺要求。

3、JN江南电源主要运行模式
电流模式:
恒定输出电流运行,通过调节屏幕参数输出电流来控制设备输出的运行方式。选择电流模式时,设定好目标电流后,设备始终保持感应器上电流不变,输出功率随负载的变化而变化。
功率模式:
恒定输出功率运行,通过调节屏幕参数输出功率来控制设备输出的运行方式。选择功率模式运行时,负载变化时,自动调节输出电流的大小来满足输出功率不变。
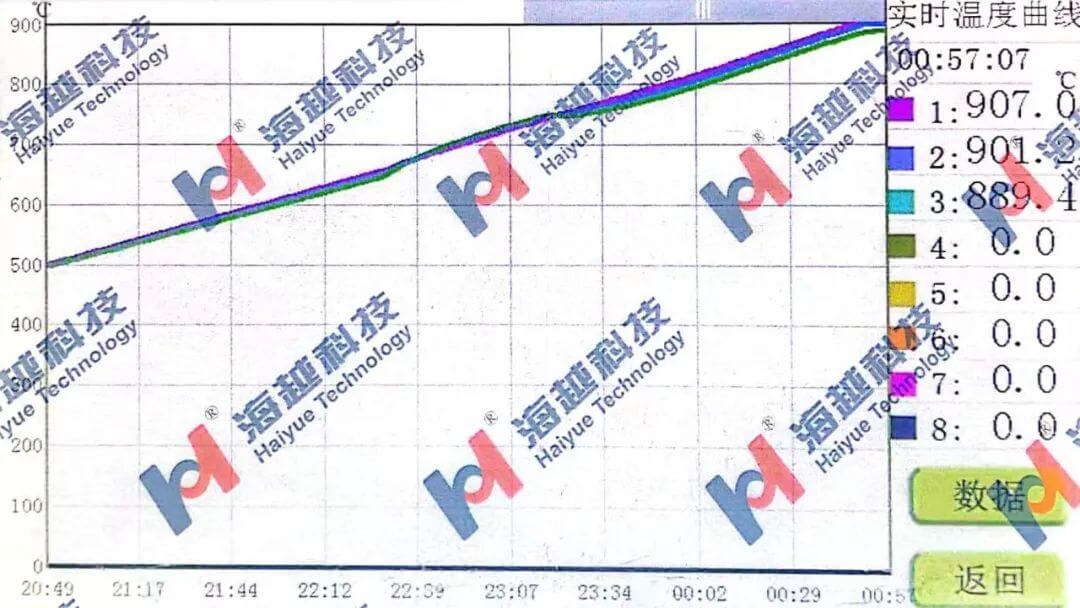
温度模式:
通过设定工件需要加热到的目标温度,电源自动调节输出电流和功率,使工件达到目标温度后保持不变的运行模式。选择温度模式时,首先必须通过温度感应器将温度信号传输给装置,装置根据参数设定可自动调节输出功率将工件加热到设定的目标温度,然后自动进行保温。
工艺模式:
通过在电源上设置多段工艺程序,设备按照工艺程序自动运行。采用工艺程序运行方式,可实现复杂的多段控制工艺、热处理工艺曲线。装置最多可设置并保存32个工艺程序,每个工艺程序可添加20个可编程(面板输入)工艺段。
智能电磁感应加热技术,改善了热处理过程中的工作环境,其自动化程更高,温控更精准,大大降低能耗,为镍基类材质的焊后消应力提供了新的智能化加热方案。

