
JN江南科技取得“大型化工装备加氢反应器内壁腐蚀区修复焊接热处理方法”发明专利证书!
应用案例:
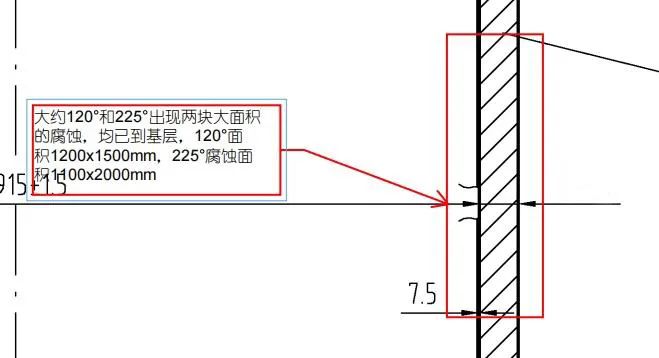
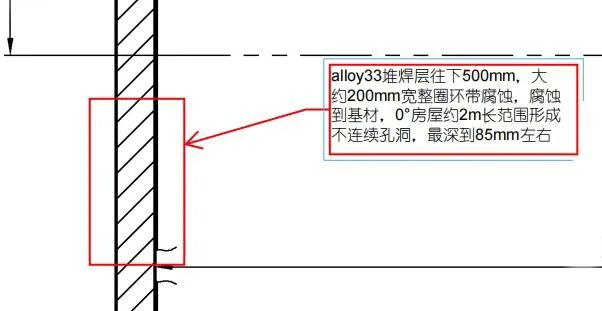
1、某石化厂加氢反应器内壁腐蚀现场修复的焊接热处理。
加氢反应器修复热处理工程背景:
工件直径:内径5413mm,壁厚213mm
工件材质:12Cr2Mo1
加热要求:690℃±14℃,保温时间不少于8h。
升温速率:350-690℃间≤55℃/h。降温至350℃可拆除加热装置在静止空气中冷却至室温。



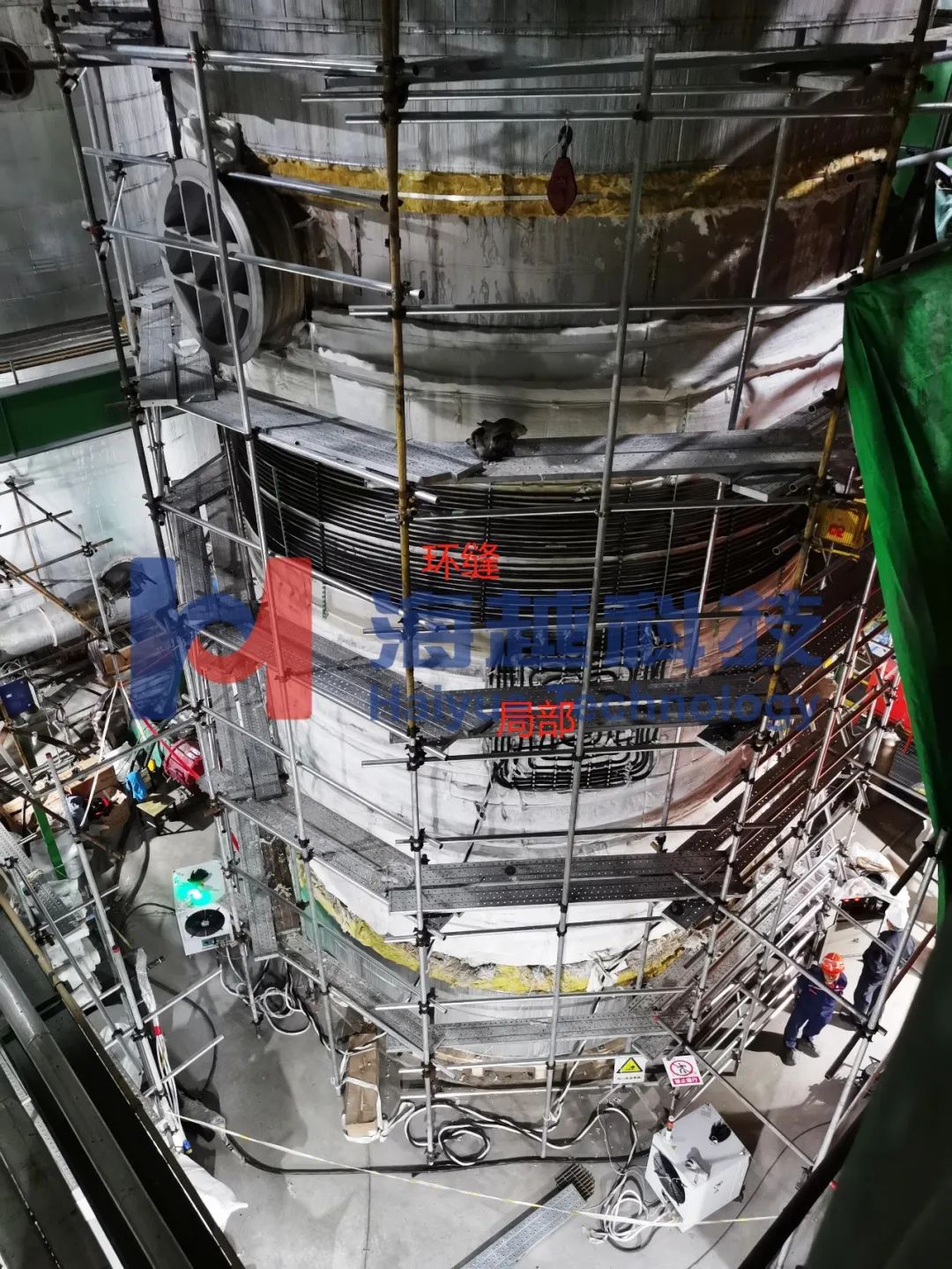
2、塔器内壁腐蚀现场修复后的环缝热处理和接管腐蚀现场修复后的局部热处理。
加氢反应器修复预热和热处理工程背景:
工件直径:内径5300mm,壁厚288mm
工件材质:12Cr2Mo1
加热要求:690℃±14℃,保温时间不少于8h。
升温速率:350-690℃间≤55℃/h。降温至350℃可拆除加热装置在静止空气中冷却至室温。
在电磁感应加热领域,JN江南积累了丰富的技术研发和应用经验。先后通过了ISO9001、ISO14001与德国莱茵CE国际认证,获得了几十余项国家专利授权及计算机软件著作权,建立了完善的知识产权体系。

